New copper cable size and length recommendations Summer
2012
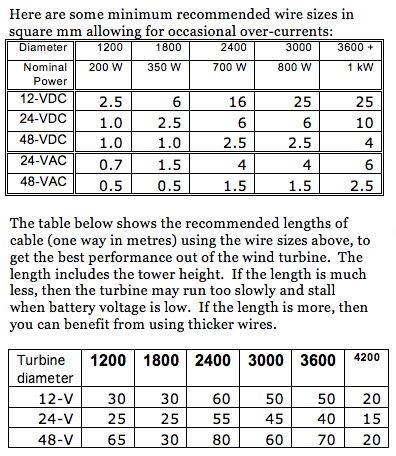
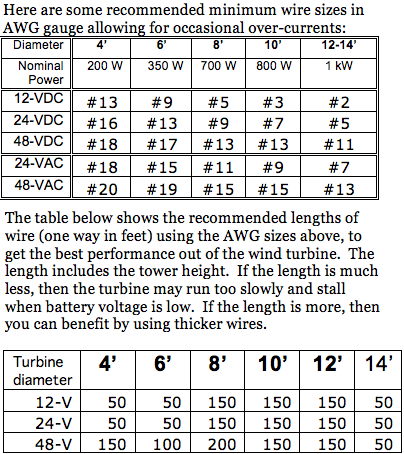
I have revised and improved the advice that I offer on page 49 of the Recipe Books using a table of minimum sizes and a second table of minimum lengths of wire run from the turbine to the battery. You can find the new tables on a blog posting here
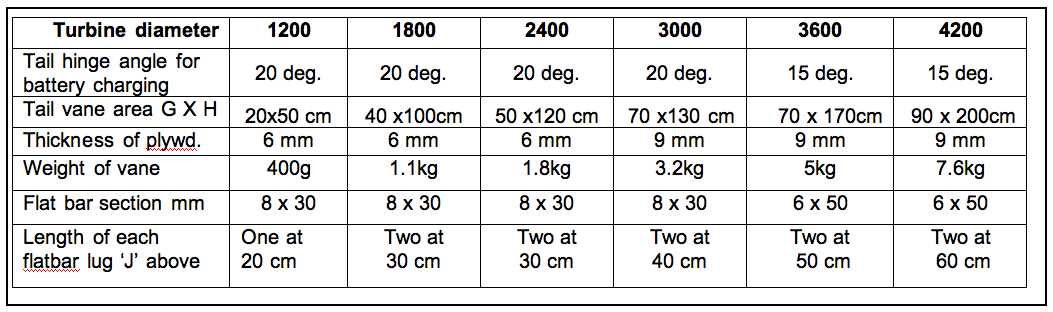
Tail hinge angle for the largest machines is only 15 degrees for battery charging,
increased to 20 degrees for Grid-connected versions. The 3600 tail vane thickness is increased to 9 mm. Target weights are given for the plywood vanes.
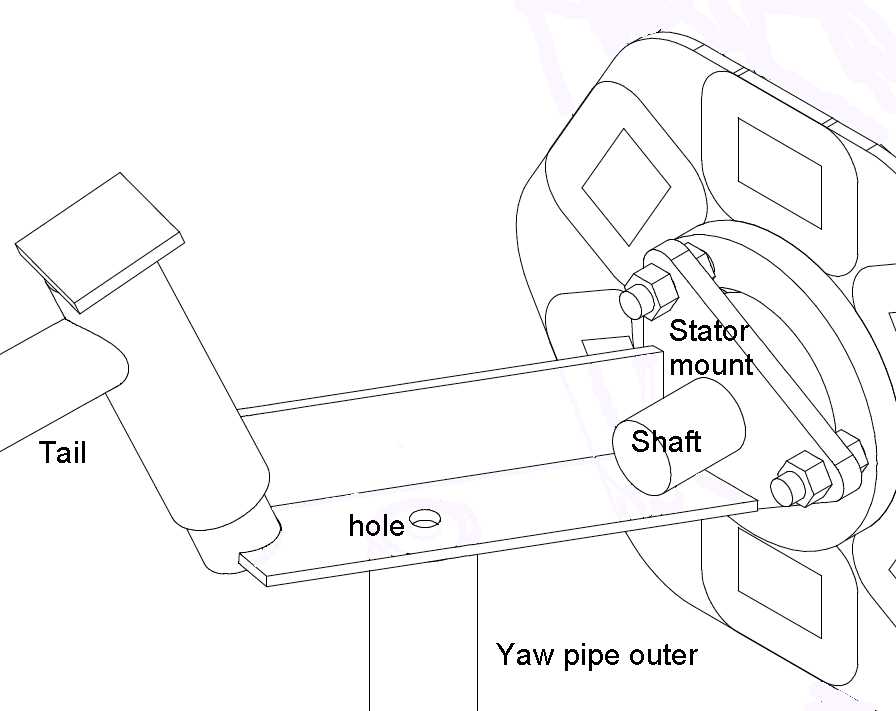
The stator mounting plate is drilled in 3 places to support the studs that are embedded in the stator casting. Normally I always make this plate triangular, but out of laziness I showed a square plate in the CAD renderings in the Recipe Books.
However I met Davide Bozza in Belgium who showed me his turbine, made with the square plate, which was very close to the stator, and he was suffering some cogging due to magnets interacting with the stator mount plate.
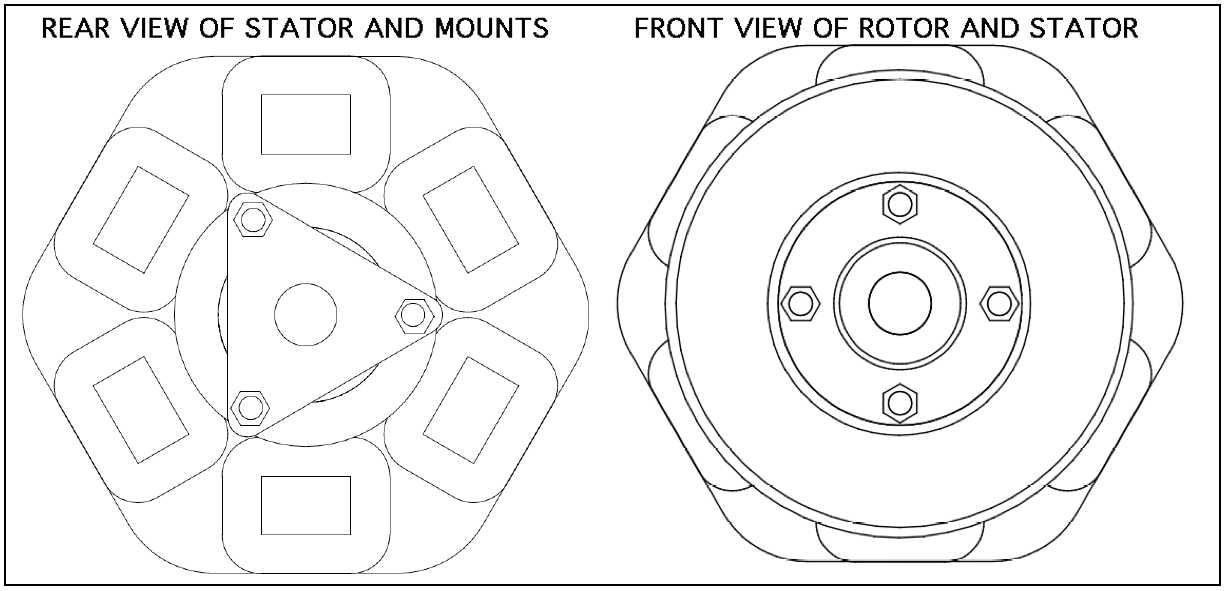
I have therefore updated the Recipe book drawings as shown on the right to show a triangular plate of minimum dimensions such as to minimise cogging and iron losses.
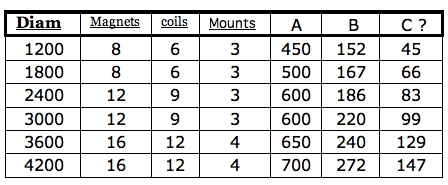
Nobody ever pointed it out to me at the time, but I fixed it accidentally in the August 2010 edition when I put both magnet and coil numbers in the table on page 36 (see right)>>>
I learned of this from reading the Fieldlines discussion board!
Anyway, if you are using the early Inches edition before August 2010 then please look at this table on the right. In any case you can find the correct number of coils in various other places in the book but this doesn't excuse my error, sorry.
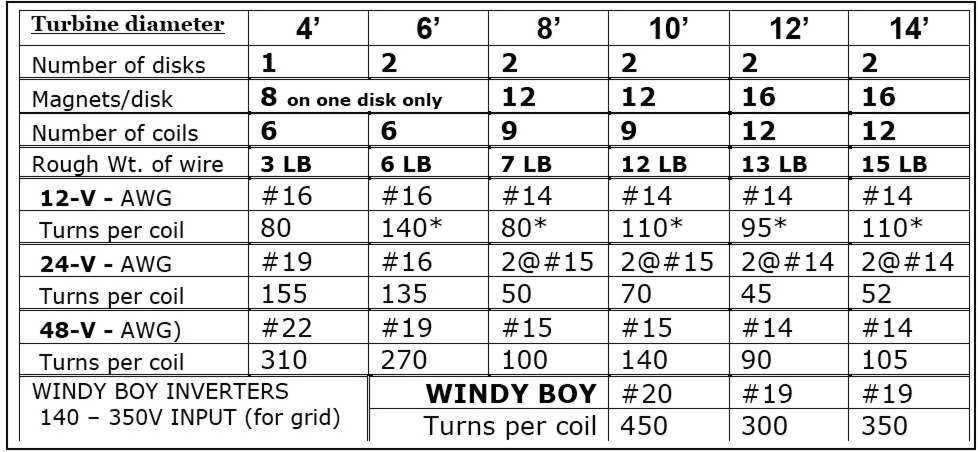
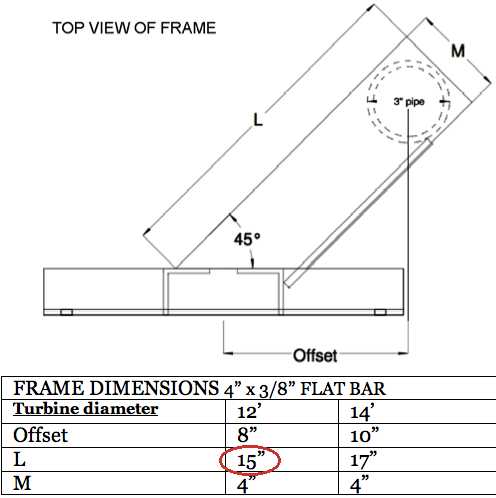
There is a mistake in the table at the bottom left hand corner of the page describing the 12-foot turbine.
The length L needs to be 15 inches. Otherwise you will not be able to achieve the desired shape of frame and get the desired 8 inch offset.
I am sorry for this and previous mistakes in the Inches edition and had sincerely believed that I had rooted them all out. I have not built a 12 foot machine in inches for some years, which is the only rather poor excuse I can offer. Personally I prefer to work in metric since my brain is only small. Fractions of inches send it spinning.
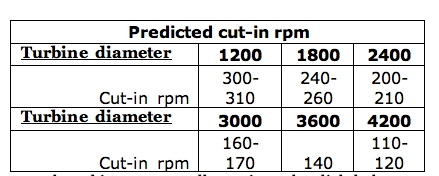
Another test is to connect the rectifier and check the DC output voltage to find the ‘cut-in’ rpm. If the cut-in rpm is much lower, then you should increase the gap between magnet rotors to reduce voltage and prevent the turbine from stalling.
12-volt turbines can usually cut in at the slightly lower rpm without fear of stalling because the wiring in 12-volt systems is more inclined to create a voltage drop that pushes up the rpm and prevents stalling later.

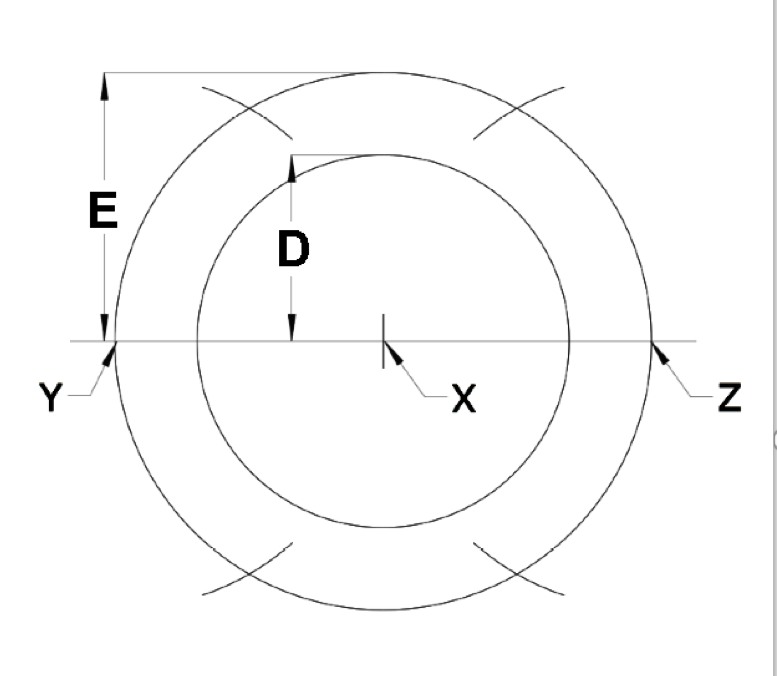
If you are working with 8 or 16 magnets then you can skip the 60 degree stage of the process, and just use this angle-halving technique to keep on dividing angles in two until you have the correct number of divisions. Start with Y and Z and find 90 degrees then go to 45 (for 8 magnets) and further halving them again for 16 magnets.
To divide angles in half, just use trial and error and find where the two circles meet.
(To find 40 degrees (1/9th of a circle) you first find 120 degrees (1/3rd) and then divide this in three using trial and error to get the right setting for your compasses. This would be for finding the best size for a coil in a 9 coil stator.)
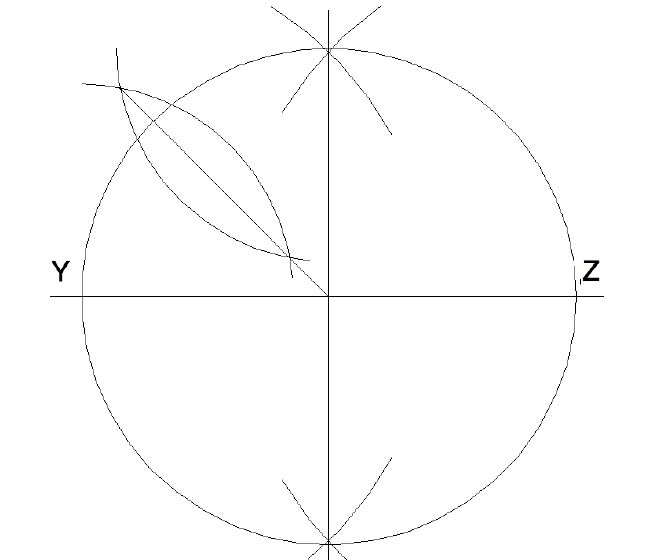
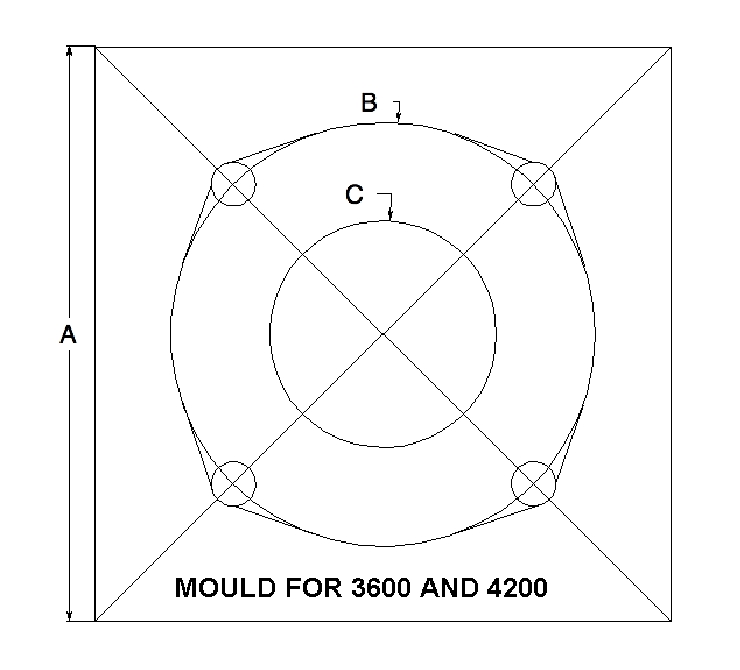
diagram of a larger stator mould for a 3600 or 4200 turbines
Start by drawing diagonal lines across the corners to find the centre. With the 16 pole machines you could also use these lines to mark the four mounting points. But in all cases do check that they are equally spaced apart.
A new table to help clarify the numbers in each turbine:
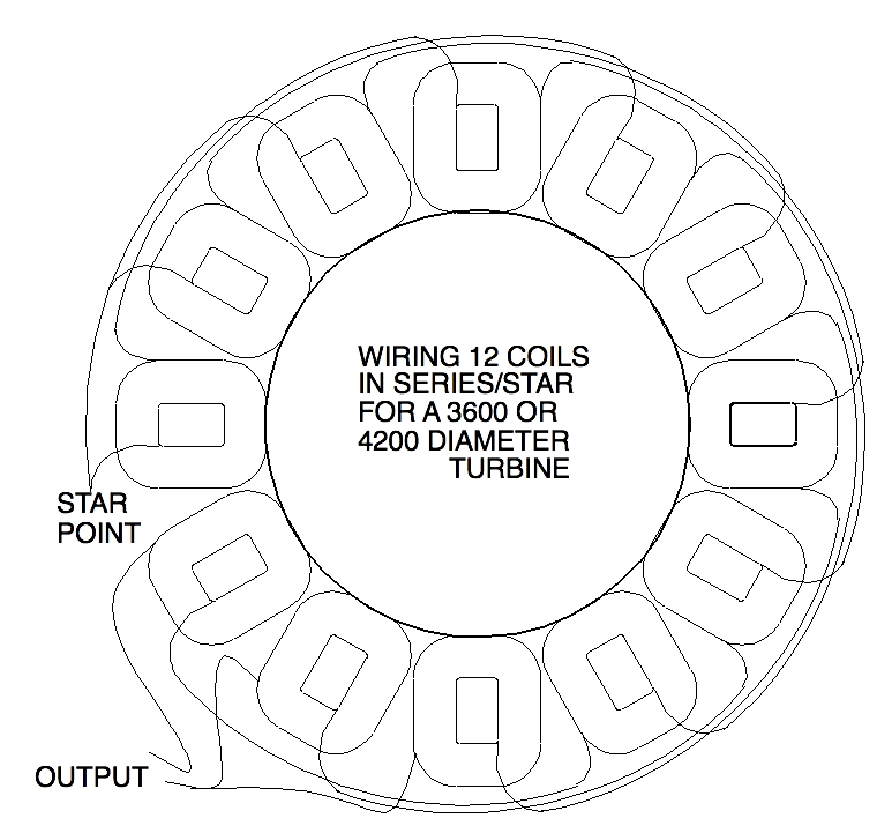
With 12 coils then the phases are (1,4,7 and 10) (2, 5, 8 and 11) (3, 6, 9 ,12).
Connections between most of the coils are very simple: connect the finish to the start of the third coil on (skipping two). Bypass two coils and connect to the third one. Often a good position for the actual solder join is between the two coils you are bypassing. See the section on tools for advice about soldering.
The diagrams show the wires spread out, but in reality they need to form a neat bundle that lies snugly against the outside of the coils.
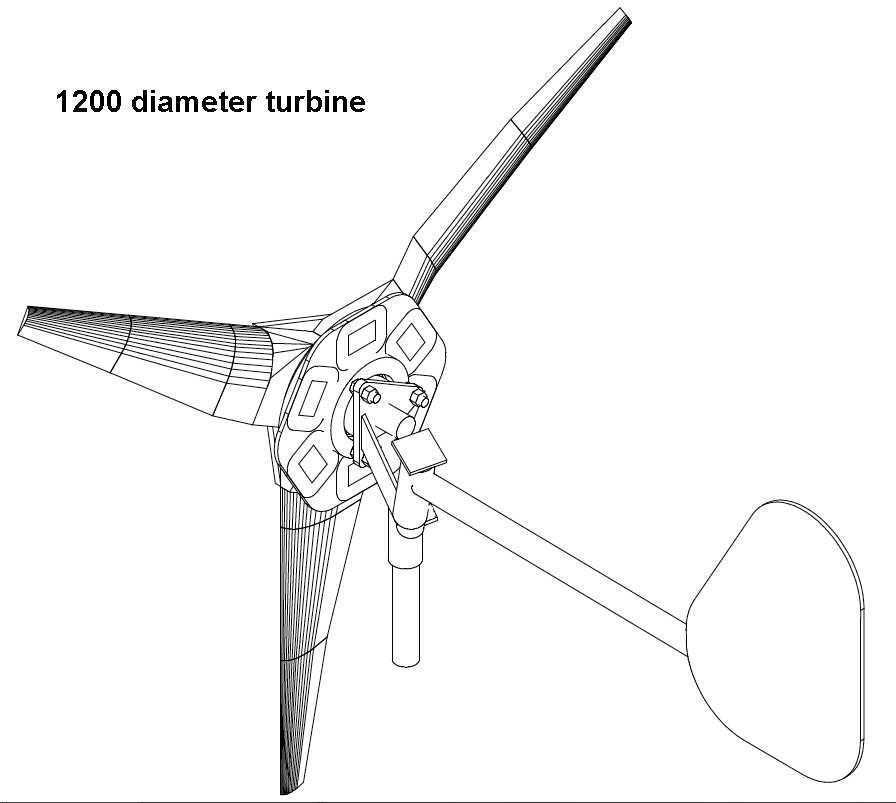
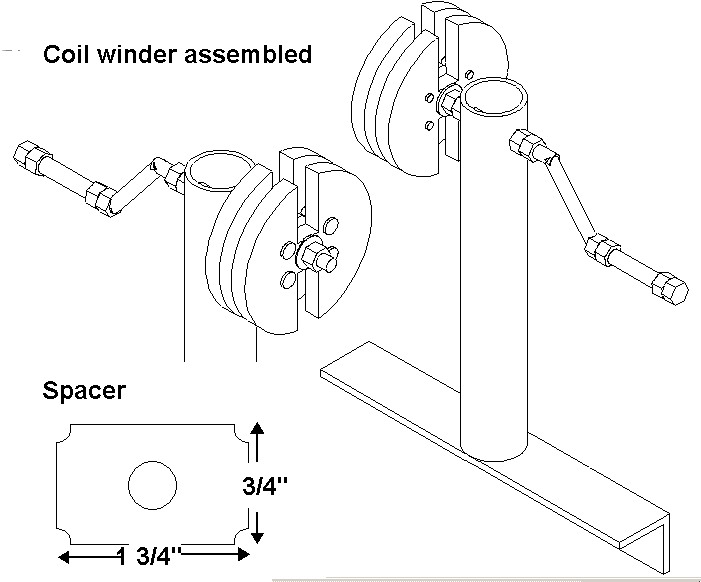
You will also need to make a spacer that keeps the two cheek pieces the correct distance apart, 12 mm (10 mm for the 1200 turbine). The best approach is to drill the hole pattern in a piece of plywood, using the first cheek piece as a pattern, and then cut between the centres of the corner holes to create the spacer piece. You can adjust the thickness if the first coil attempt does not fit the stator. A thicker spacer makes a narrower coil.
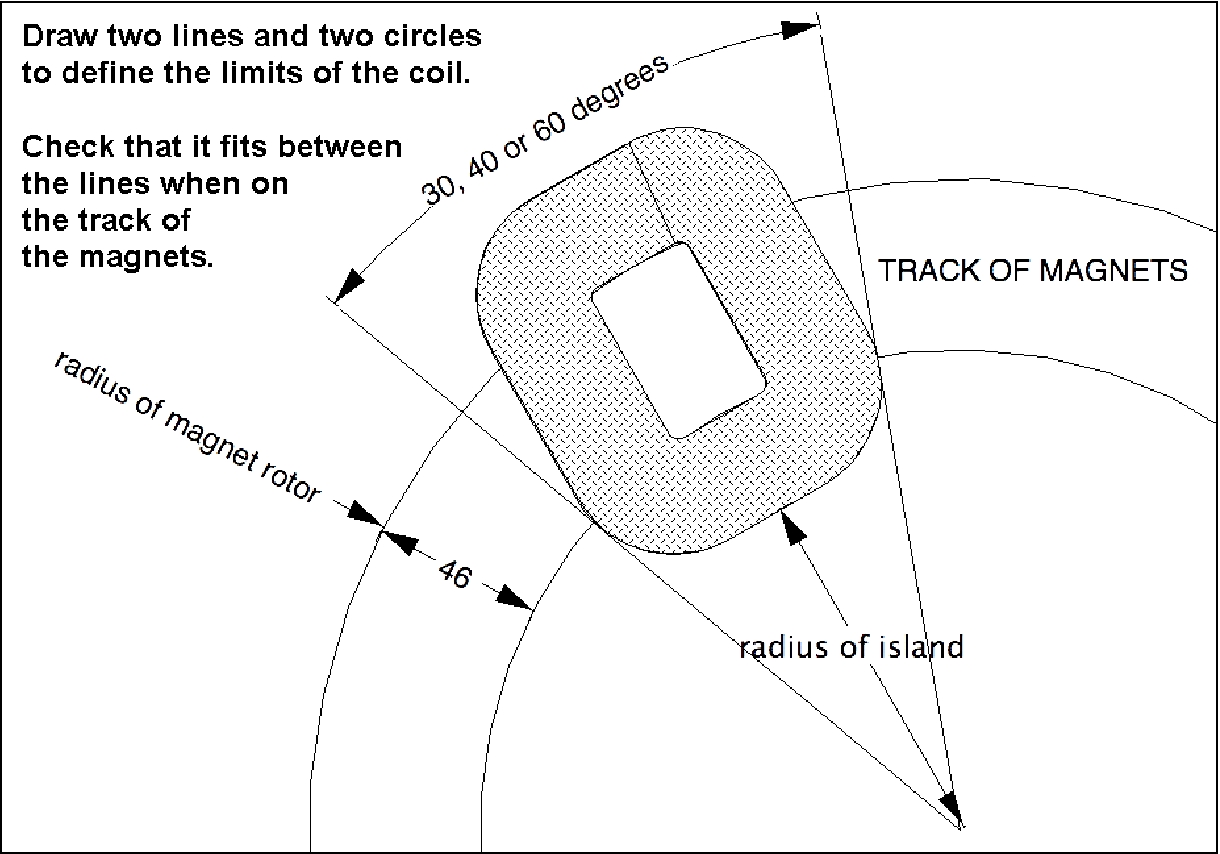
When the first coil has been wound you should check its size to make sure that it will fit into the stator. For example if there are 12 coils they must fit within a 30 degree segment (9 coils each fit within 40 degrees, 6 coils each fit 60 degrees). Draw out the shape on paper or plywood. Lay the coil in its place so that the outer edge of the hole matches the outer edge of the magnet disk. If it looks fine, then carry on and wind more coils. You can also find out the ideal size for the island at this stage (see page 40).
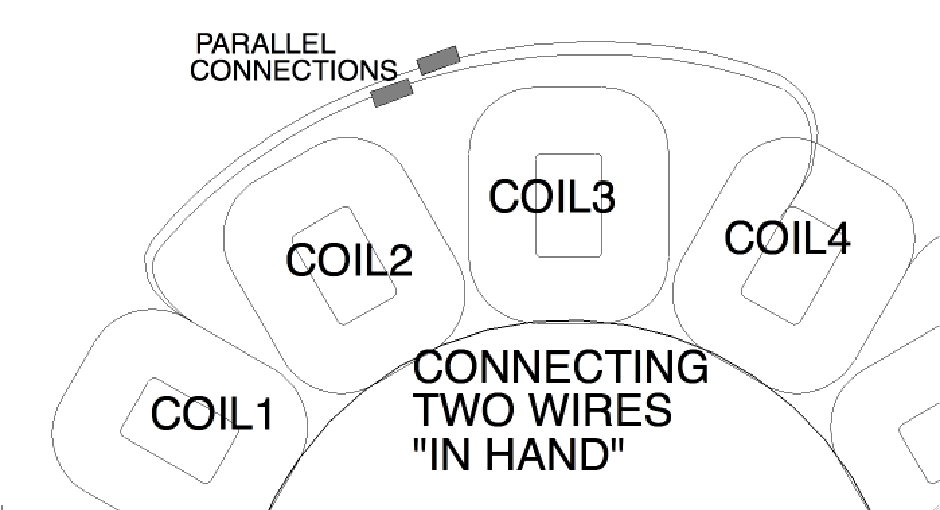
“Two in hand”
Where the table specifies “[email protected]” wire you will need to put the wire on two reels and feed two wires into the winder side by side. Connect these wires in parallel.
page 39
Where there are two wires ‘in hand’ (e.g. [email protected]) they are connected in two parallel connections as shown here. I prefer to keep the two connections apart to reduce parasitic current pathways.
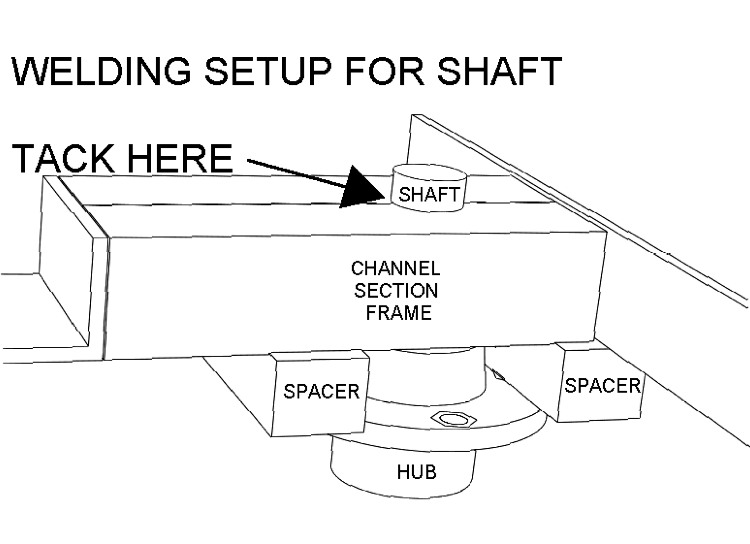
Welding the yaw bearing to the alternator frame of the larger turbines 3600 and 4200
See also the video
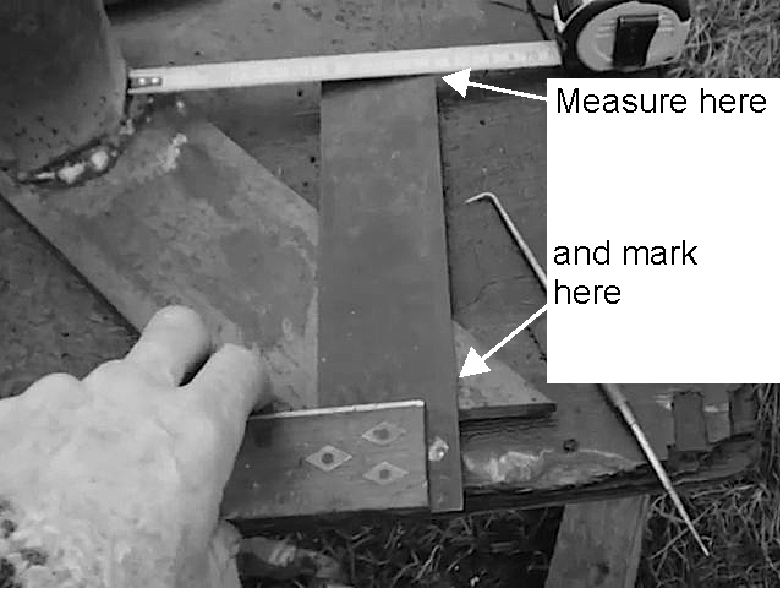 Mark the position of the centre of the
alternator on the underside of the flat-bar.
Mark the position of the centre of the
alternator on the underside of the flat-bar.Subtract half of the pipe diameter to get 156 or 206 mm offset.
Incline the frame at 4 degrees to the bench and then hold the yaw bearing level while tacking it in position.

new photo
The hinge is not fixed to the downwind (back) side of the yaw bearing, but about mid-way between the back and the side. (55 degrees off downwind.)
A good way to set it up for welding is to prop the frame of the machine up on the bench or the floor at 55 degrees to the horizontal. Then weld the tail hinge pipe on in a vertical plane above the yaw bearing pipe, judging this by eye if you like.
The axis of one pipe is directly above the axis of the other one.

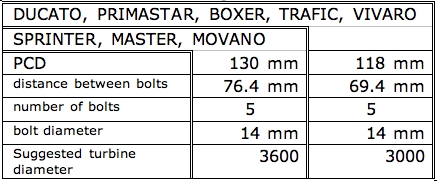
Below is a table of sizes for common hubs on vans.
I am becoming aware that I have not made the magnet orientations sufficiently clear in the plans. It should be possible to see the way it works in the drawings on pages 63-64 at the back. But for the avoidance of doubt as they say please look at the photo on the right showing which way around the magnets and coils are to be laid out.
My reason for going to a different layout in the 8-pole alternators is to provide space in the middle of the alternator for rotating parts.
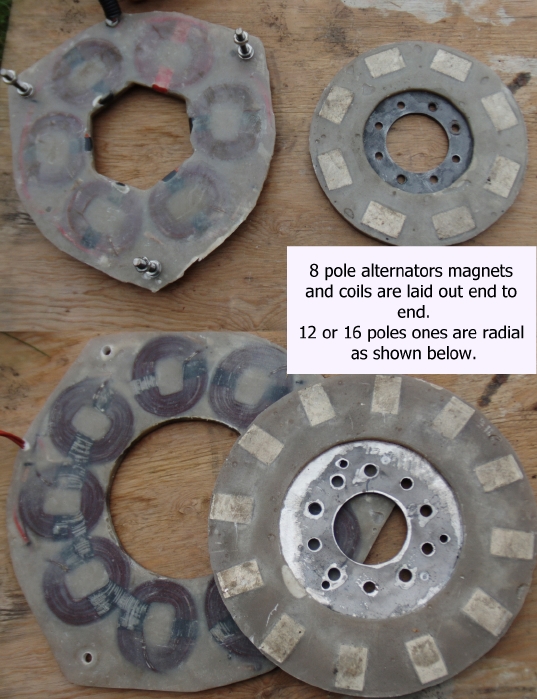
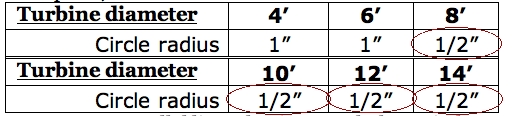
These circles are of course 1/2" radius, to make a 1" diameter circle on the larger machines because the magnets radiate outward as shown in all the diagrams, for example lower down on the same page.
I did not make it clear that the ratio of coils to magnets is also important.
For 3-phase output you have to keep a ratio of 3 coils to 4 magnets. If in doubt about changing the design, send me an email and I can check that what you are doing will work.
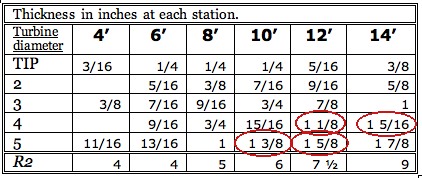
This is a bad one. I find fractions of inches pretty confusing, which is why I prefer to use mm. But there is no excuse for the mistakes that I made in the table of thicknesses for the inches version. I am losing a bit of sleep over these because they do critically weaken the blades. The table on the right gives the correct thicknesses. Please be sure to use these thicknesses and not the ones in the book! Sorry!
The metric version is fine. I just made a bad job of converting the thicknesses into inches.
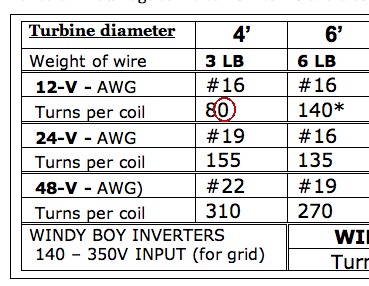
There are 80 turns and not 8 turns for the 12-volt version of the four footer turbine.
COIL WINDER - I have gone back to my old type of coil winder (upgraded) where you can tape the coils before you remove them from the winder. Metric and English versions
Here is a video showing the coil winder in use (among other things). Actually the drive shaft in the video is slightly different, and Alan has a counter on his winder too, but the notches for the PVC tape are there, and you can see how to slip the tape under the leg of the coil and bind the coil tightly before it gets removed from the winder. First fold the end of the tape over on itself sideways to make it narrow so that it will slip in under the coil leg.
I always used to do it like this in years gone by, but for a year or so I have experimented with a different system. Overall I find that taping the coils before they come out of the winder is better. It makes sure they do not lose their shape at all.
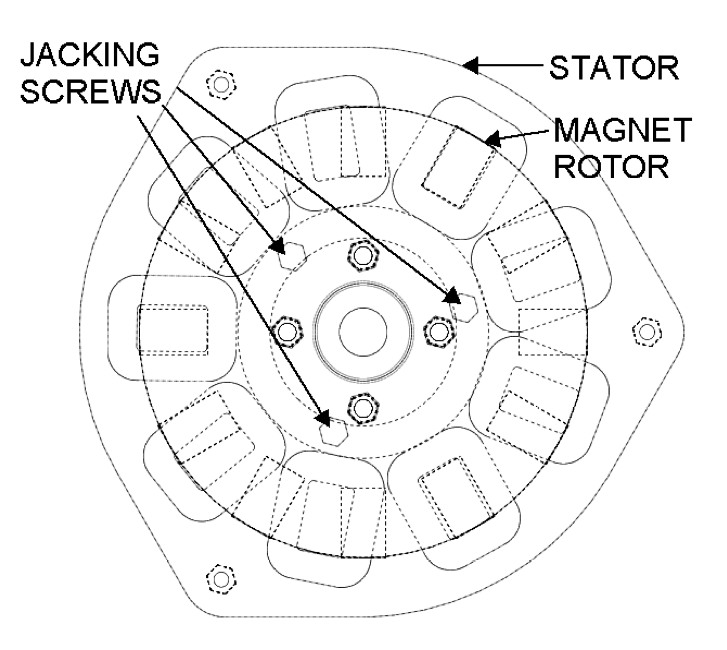
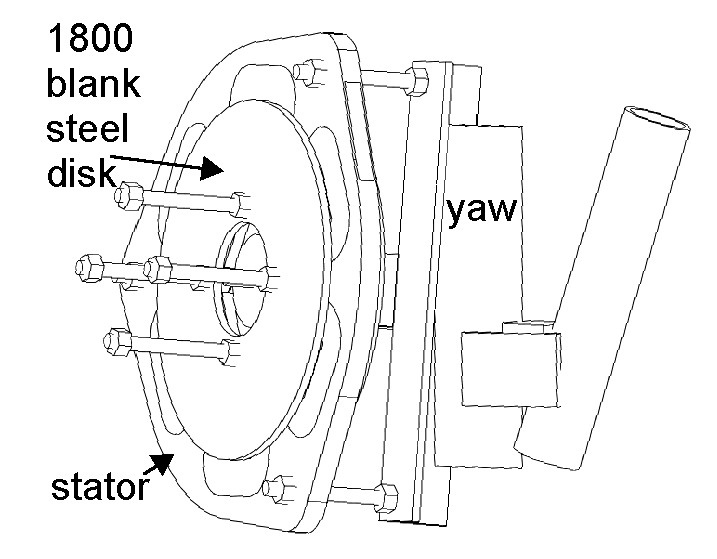
Extra descriptions of the jacking screws used for assembly and disassembly of the alternator:
Drill and tap one of the disks in three places so that you can use jacking screws. The holes need to be a little smaller than the threaded size. See page 13 for guidance. Keep the tap perpendicular to the plate while you make the thread.
The jacking screws need to be clear of the other studs and the resin casting. You can make them up by cutting lengths of threaded rod and welding a nut on the end of each. Make them long enough to stand out beyond the ends of the mounting studs so you can easily get at these welded nuts. I use a socket spanner in a cordless drill to spin the screws in and out.